
Mechanik
Anfertigung von technischen Teilen, Komponenten, Teilbearbeitung, Montage und Reparatur. Nach Absprache, Muster, Kundenzeichnungen und HDT-Konstruktionen.
- Gerne fertigen wir für Sie Einzelteile, mittlere und große Serien.
Überwiegend verarbeiten wir 1.4571 / V4A.
Weitere allgemeine Materialien sind:
- Edelstahl
- Normalstähle
- Kunststoffe
- Bronze
- Messing
- Aluminium
- Gusswerkstoffe
- und andere
Übliche Bearbeitungsmethoden CNC und Manuell:
- Drehen
- Fräsen
- Schleifen
- Honen
- Wirbeln
- Reiben
- Bohren
- Vulkanisieren
- Läppen
- Polieren
- Beschichten
- Stoßen
- Räumen
- Schneiden
- Stanzen
- Lasern
- und weitere



Beispiele
Im Folgenden werden Leistungen, Projekte und Beispiele verschiedener Art dargestellt, um Ihnen einen kleinen Einblick in die Vielfalt unserer Möglichkeiten zu geben.
Lohnaufträge
Wir fertigen für verschiedene Maschinenhersteller sämtlicher Industriezweige Einzel- und Serienteile nach Kundenzeichnungen an.









Werkzeugbau
Anfertigung von Vulkanisationswerkzeugen für
Zielgruppe
- Vulkanisationsbetriebe
- Maschinenhersteller
- und Endkunden
Vorlage
- nach Kundenwerkzeugzeichnung
- nach Elastomerzeichnung (Endprodukt)
- nach Elastomermuster (Endprodukt)
Konstruktion
- mit und ohne Gewebeeinlage
- mit einvulkanisierten Elementen
- als Gummimetallverbindung
- mit PTFE - Kaschierung
- bei Bedarf mit Lebensmittelzulassung
- z.B für Pumpenmembrane, Ventile und viele weitere Bereiche
Je nach Wunsch ist eine Einzelstufenrealisierung z.B. von Musterteilen, kleineren, mittleren und großen Serien oder eine Gesamtrealisierung möglich.
- reine Werkzeugherstellung
- reine Konstruktion
- reine Vulkanisation

























Überholung einer Tablettenpresse (Pharmazie)
Bestandsaufnahme:
Alle Kolbenführungen waren verschlissen. Es wurden alle Kolben ohne Führungsbuchsen direkt im Rundtisch geführt. In der mittleren Ringfläche, in welcher die Tablettenpulverzuführung stattfindet, war ein massiver Verschleiß durch Abrieb zu sehen.
Konstruktion von Kolbenführungsbuchsen:
Anfertigung der Buchsen (inkl. Härten und Schleifen) und Verschraubungen sowie Aufspindeln aller verschlissenen Bohrungen des Rundtisches von oben und unten, so dass beide Kolben (oben und unten) wieder exakt auf einer Achse liegen und im Hundertstel-Bereich aufeinander treffen. Hierzu wurde jede Bohrung einzeln mittels Zentrifugator aufgenommen. Jede Kolbenführungsbuchse wurde von Hand passgenau eingeschliffen. Der Mitteltisch überdreht und poliert, anschließend von Hand mit Läpp-Mittel und Diamantpaste auf Hochglanz gebracht.
Erst nach Beendigung aller heiklen Arbeiten konnte die Funktion erfolgreich geprüft werden.
















Rührflügelherstellung (Pharmazie und weitere Bereiche)
Nach Kundenmuster wurden Rührflügel hergestellt. Auch bei einem Jahresbedarf von 10 Stück können solche Aufträge kostengünstig realisiert werden.





Pumpenteileherstellung
Exzenterschneckenpumpengehäuse und weitere Teile nach Kundenzeichnung; Bearbeitung durch drehen, fräsen, schleifen, biegen, schweißen, aushalsen und elektropolieren.








Lohn-Läpp-Aufträge
- Läppen von abgenützten Messtischen zur Ebenheitsrückgewinnung.
- Läppen von Dichtungsringen für Hochdruckwerkzeuge, welche mit Keramik oder Hartmetall beschichtet sind.
- Läpparbeiten von Gleitringdichtungsflächen.
- Läppen und Polieren von Aufträgen aller Art.






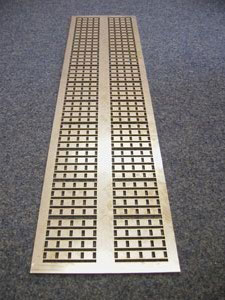
Räum- und Stoßaufträge
Für verschiedene Maschinenhersteller werden Teile unterschiedlicher Art geräumt und gestoßen. In Losgrößen von eins bis mehreren tausend Teilen.






Laser- und Wasserstrahlschneiden
Nach Muster oder Zeichnung werden die unterschiedlichsten Formen ausgeschnitten. Eine Weiterbearbeitung durch biegen, mechanische Bearbeitung oder Oberflächenbehandlung ist möglich.





Einzelteilfertigung
Anfertigung einer Rührwerkswelle bestehend aus einer Ober- (1,30 m) und Unterwelle (1,70 m). Nach Anlieferung erfolgte eine Maßabnahme, Auslegung der Einzelteile inkl. der Schrumpf- und Schweißarbeiten, nach abschließender Qualitätsprüfung durch HDT erfolgte die Auslieferung.






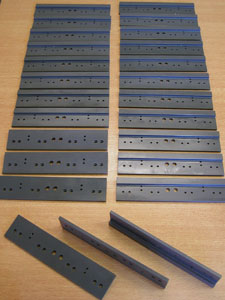
Messeranfertigung nach Kundenzeichnung


Wellenschutzhülsen
Anfertigung von Hülsen inkl. Keramikbeschichtung.

Ankeranfertigung
Herstellung der Welle, inkl. Rändeln, Schleifen, Aufpressen und Überdrehen des Läufers.


Pumpenlaufradherstellung
Nach Kundenmuster, Massabnahme, Zeichnungserstellung, Gießen und anschließender Nachbearbeitung.



Pumpenschleißring
Nach Muster, Gießen und anschließender Nachbearbeitung.


Frästeile
Einzelstücke oder Serien nach Kundenzeichnung oder Muster.














Konstruktion und Fertigung von Gleitringdichtungen im Hause HDT.


Reparatur von Riemenschwungscheiben
Maßabnahme von verschlissenen Teilen, Modifizierung in Zusammenarbeit mit dem Kunden und anschließender Realisierung.

Vorrichtungsbau
Anfertigung von Vorrichtungen verschiedenster Art.


Anfertigung von Teilen aus verschiedenen Kunststoffen
Halter, Platten, Prüfstände mit Steckmodulen für den Elektronikbereich, Teile nach Muster oder Zeichnung für die Getränkeindustrie und weitere Industriezweige.





Anfertigung eines Leimwalzenmessers (Länge ca. 3 m)
Maßabnahme durch HDT und anschließender Realisierung.


Anfertigung einer Rührwerkswellenlagerung für den Flaschenreinigungsbereich


Anfertigung von Füllstangen und Füllerteilen
Für die Flaschenabfüllung in der Getränkeindustrie. Nach Muster oder Zeichnung





Anfertigung von Füllrohren für die Getränkeindustrie
Ebenso können Luftverteiler inkl. Beschichtung bei Bedarf nach Muster gefertigt werden.



Anfertigung von Wellen
Nach Muster oder Zeichnung; nicht stückzahlenabhängig.








Pumpenteileherstellung für Pumpenhersteller und Endkunden
















Anfertigung einer Hülse nach Muster, Maßabnahme und Realisierung.

Für Maschinenhersteller Wellenanfertigung, mit anschließender Gummierung und Endbearbeitung.

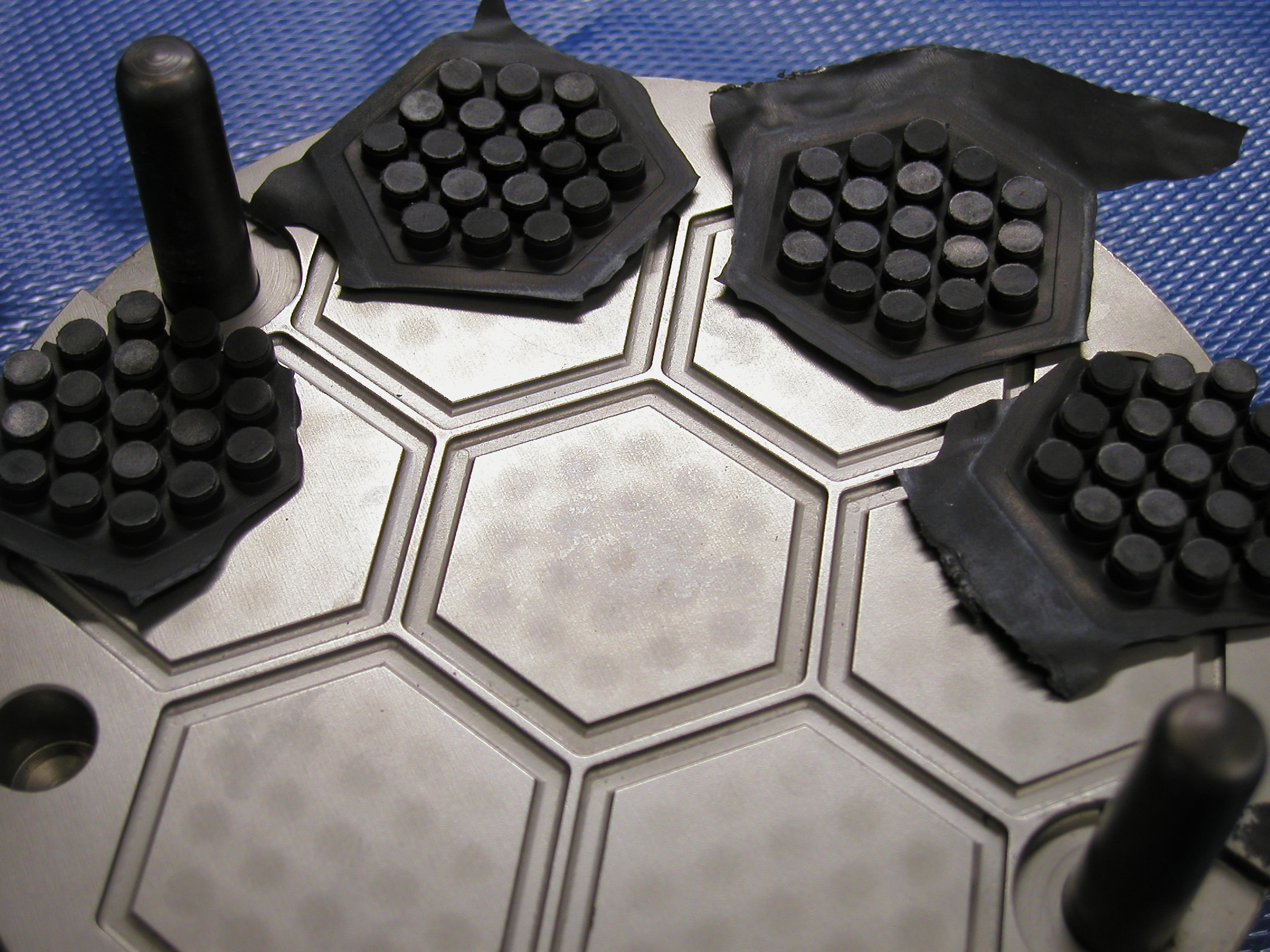
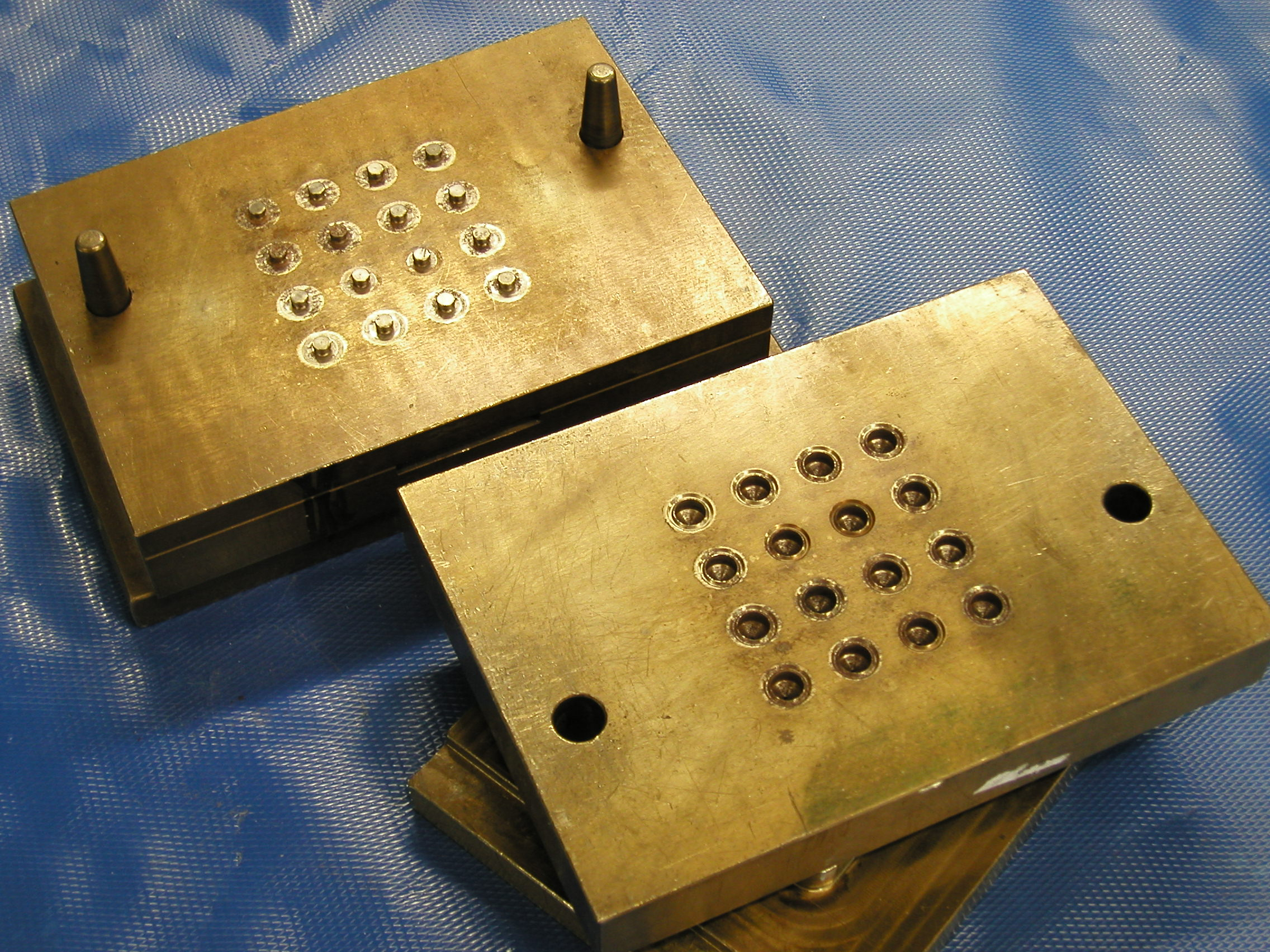
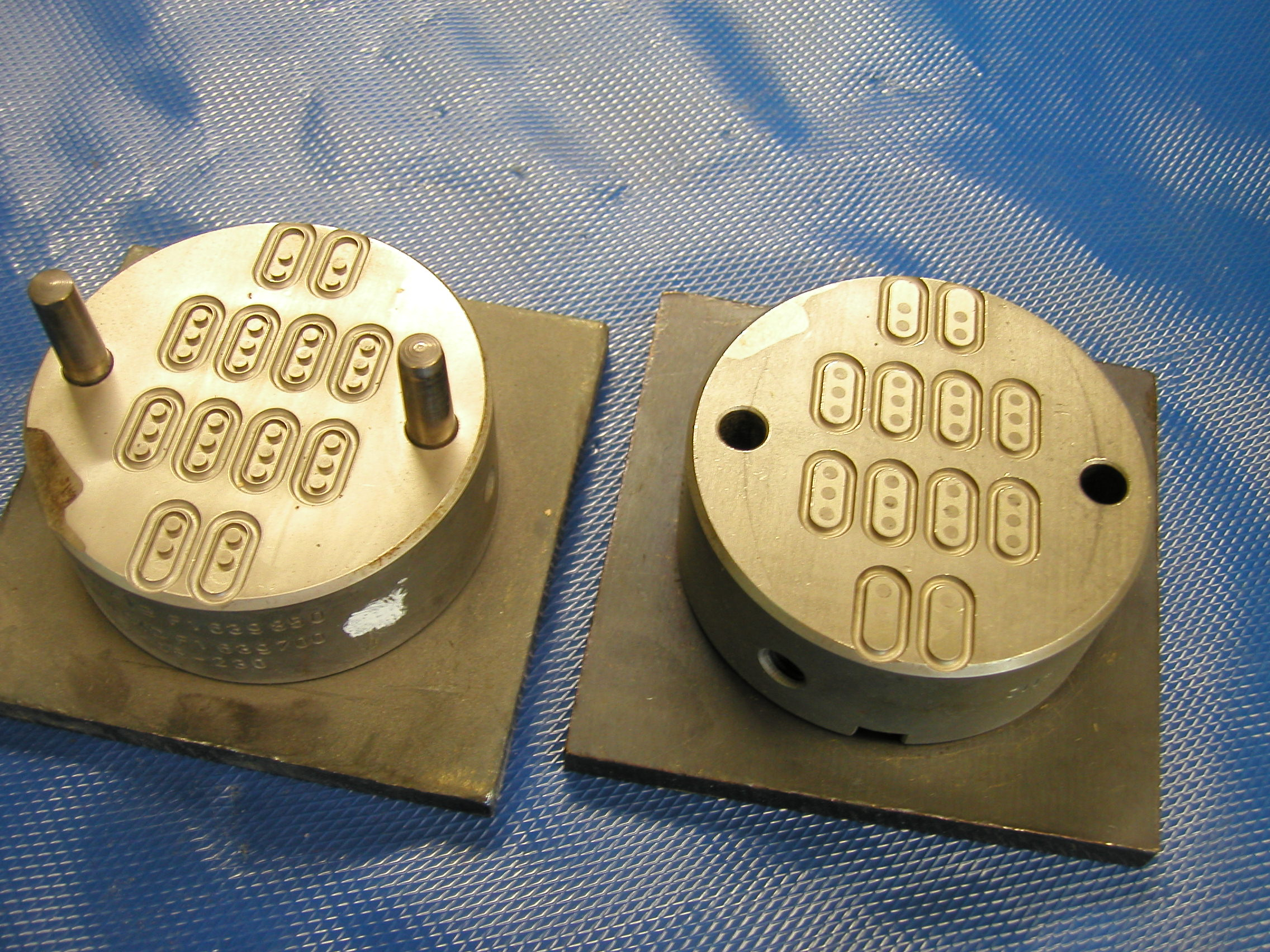
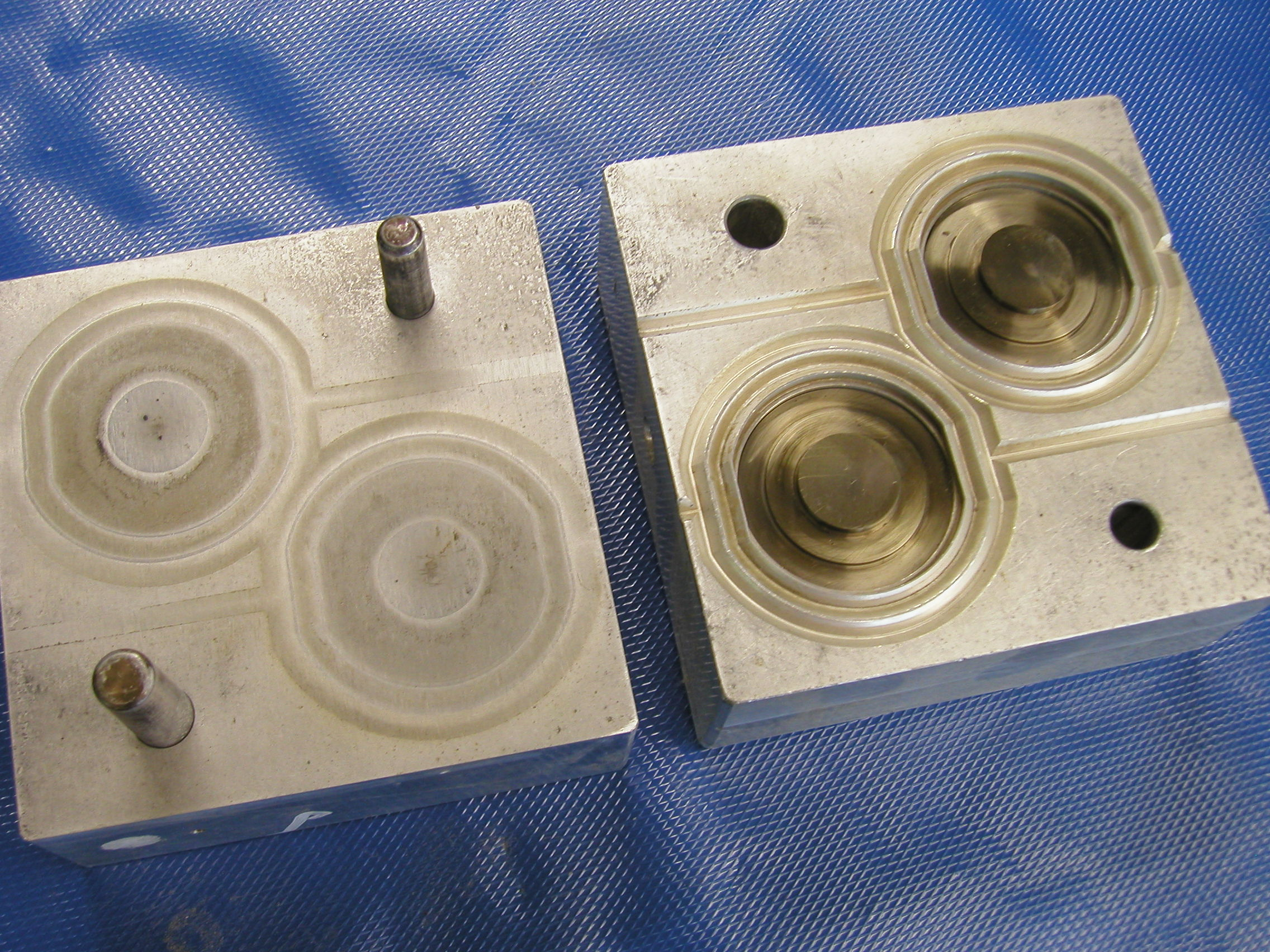
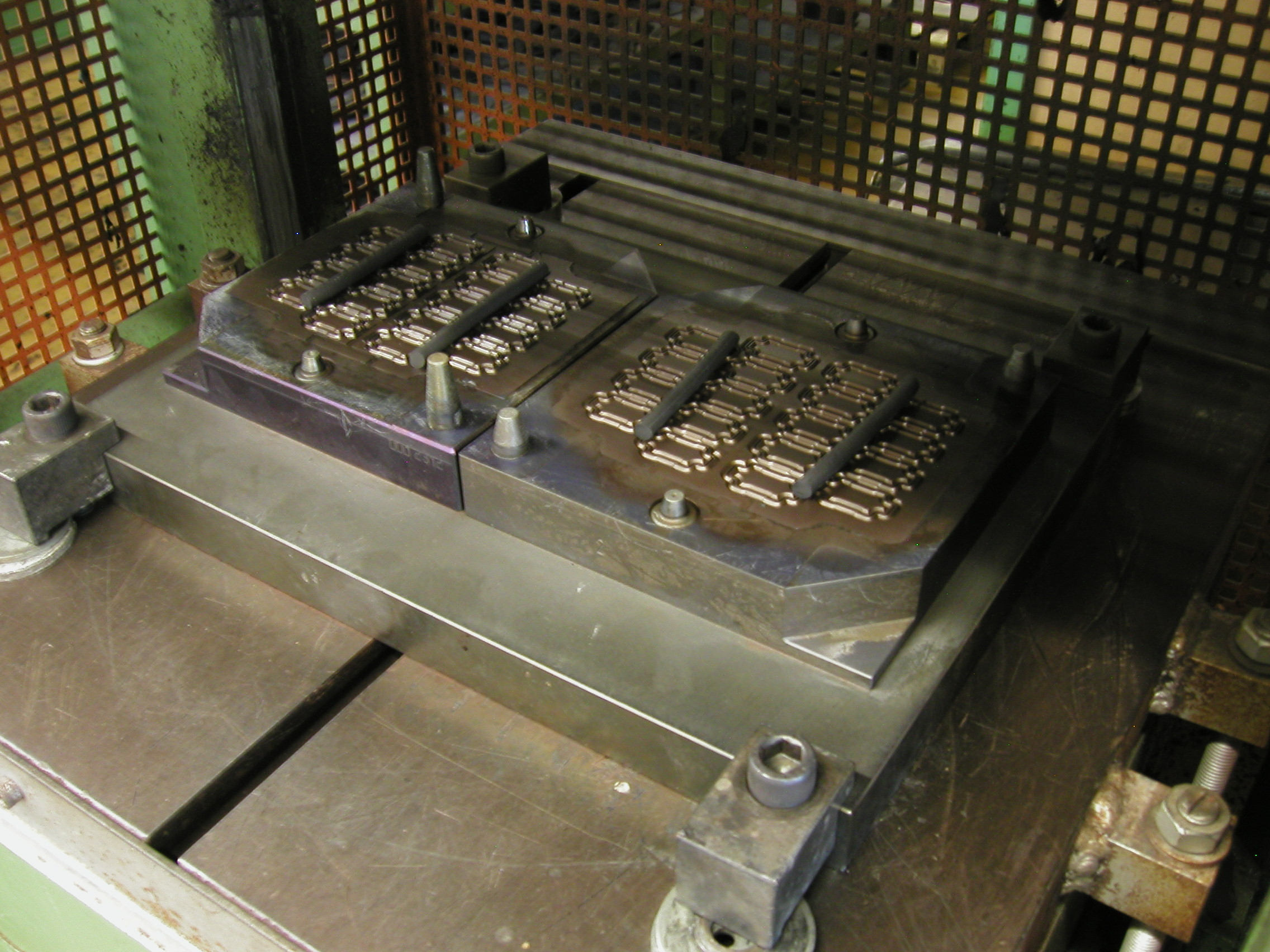
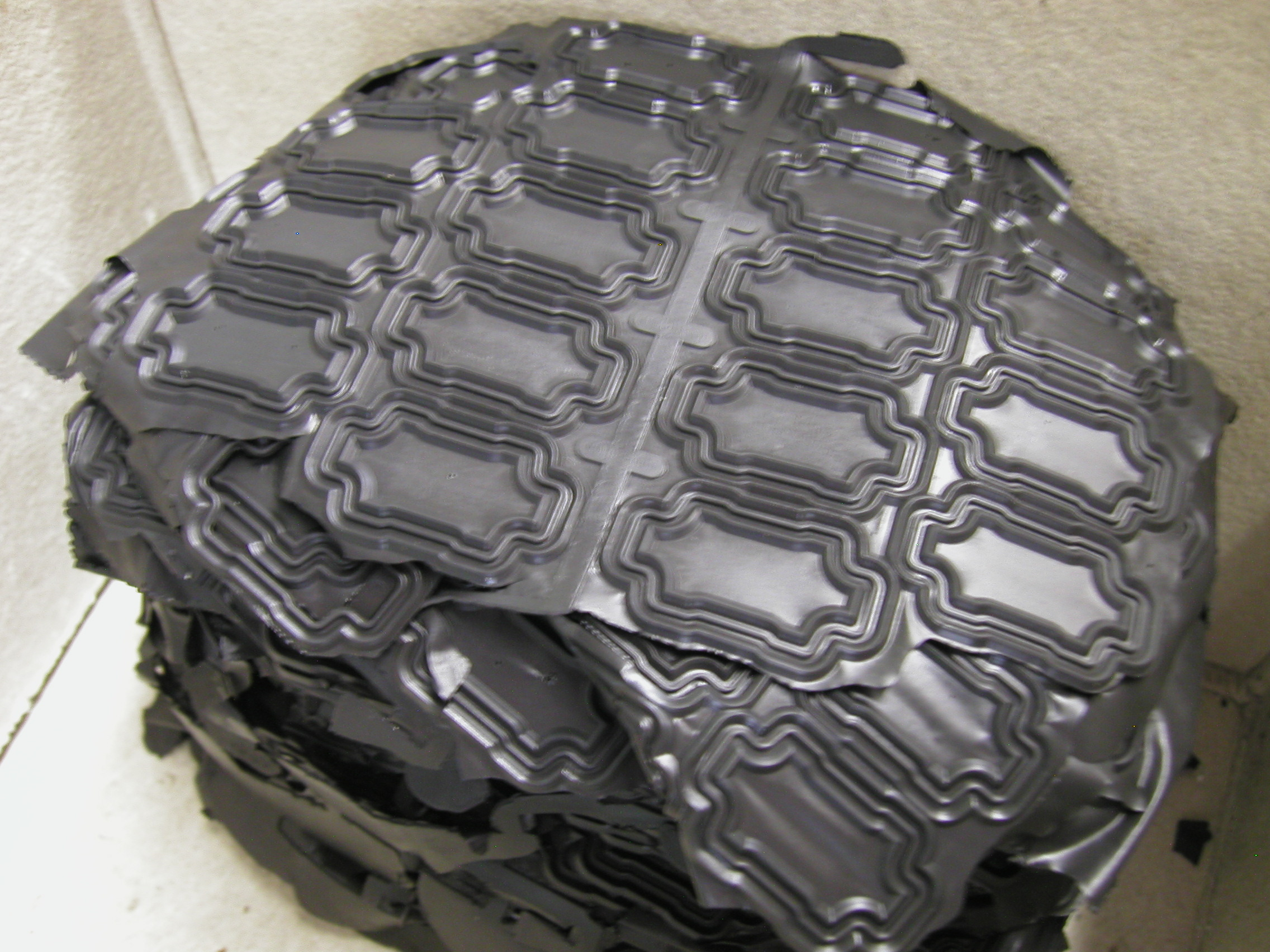
Elastomerspritzgussform – Prototypenbau

Herstellung von Behältnissen
Für den drucklosen und Druckbereich inkl. TÜV-Prüfung und den jeweiligen Dokumentationen. Des Weiteren werden Behälter mit den unterschiedlichsten Anforderungen für sämtliche Industriezweige hergestellt.




Schrumpfarbeiten
z.B. Kohleführungen von Bügeln für den Kraftwerksbereich, Buchsen, Lager, Führungen und Gleitringdichtungsflächen verschiedener Materialien.








Herstellung von Pumpenlagern im Chemiebereich
z.B. Rotor aus Chromstahl, Stator aus Kohle




Anfertigung von Kassensicherheitsplatten inkl. Schließzylinder zur Einbruchsicherung.


Anfertigung von Seilwinden für den Segelflugmodellbau

Anfertigung von Spezialmuttern und Schrauben mit Sondergewinde





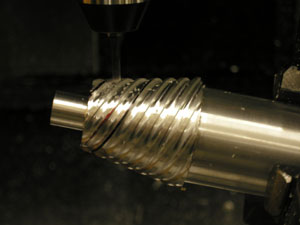
Anfertigung von Teilen mit Fördergewinde


Abänderung von Werkzeugen für den automatisierten Einsatz. z.B. Manipulatorenhandling


Anfertigung von diversen Teilen für Schusswaffen zum Einsatz an Manipulatoren


Anfertigung eines Flansches
Außendurchmesser ca. 500-600 mm - Länge ca. 300-400 mm für eine Rührwerksgleitringdichtung.

Gummierung
Alte verschlissene gummierte Welle wird von HDT durch Neugummierung aufgearbeitet.
